-

佛山市江浩机械有限公司
主营:方管冲断机,方管45度切角机,方管自动冲管机,方管自动冲孔机,方管九十度折角机,铁管自动打孔机,铁管自动冲孔机,铁管自动冲管机

佛山市江浩机械有限公司
主营:方管冲断机,方管45度切角机,方管自动冲管机,方管自动冲孔机,方管九十度折角机,铁管自动打孔机,铁管自动冲孔机,铁管自动冲管机 18
18

冲孔机的优质设计要求:
由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.之后是定位要求:工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精l确的坐标尺寸,以满足在数控加工中定位和安装的要求。后是精度要求 由于冲孔机具有连续多型面自动加工的特点,所以对冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。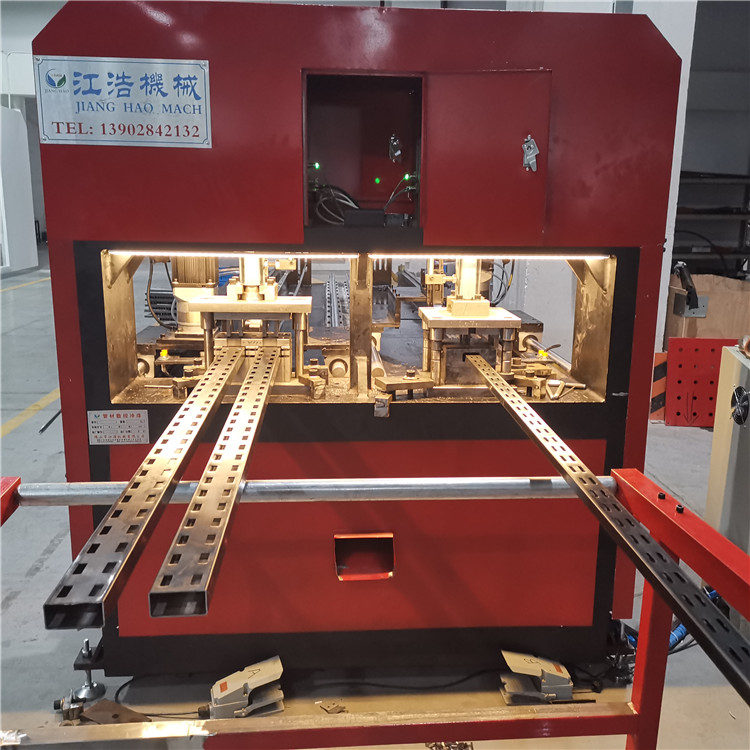
江浩数控 全自动冲孔机 方管联合冲剪机
冲孔和剪切的自动化设备,通过主机以及送料系统和液压系统的相互配合,可以使全自动冲孔机稳定工作。该种全自动冲孔机可以随意编制程序,编制时只需要将工件尺寸等参数输入其中即可,所以它的冲孔效率较高。那么数控全自动冲孔机有哪些优点呢。
一、易操作,印刷质量好1.工作精度稳定(plc+伺服电机)现在各行业对于冲孔的要求逐渐提高,这要求全自动冲孔机具有**稳定的工作精度,而数控全自动冲孔机完全可实现高精度工作,因为它采用plc设计,通过配备伺服电机,能够在保证冲孔效率的前提之下保证高精度精度。2.操作便捷(直接输入参数即可)数控全自动冲孔机通过中文界面的计算机直接操控,而且只需输入相应参数即可,无复杂的操作程序,这既有利于提高工作的效率,同时也有效的避免了因操作复杂而引发的操作失误问题以及安全性问题。
二、*二人工干预少(误差值低)传统的冲孔设备所需员工人数多、投入比例越高,误差值高、冲孔的质量差,但数控全自动冲孔机则不然,它的冲孔、切断都可自动进行,可提高冲孔的效率,而且可以降低企业的人工费用。
三、*三耐磨耐震性好(寿命长)数控全自动冲孔机外部采用等结构,抗压能力强,而且经过了耐腐蚀处理。此外其经过减震处理,拥有良好的耐震性。以上是数控全自动冲孔机的优点。此种冲孔还具有数据统计功能,所以它更加人性化。综上所述,该种设备的结构科学,而且排量也经过优化处理,其功能性强,材料的利用率高,整体的性价比高,而且与传统的全自动冲孔机相比,数控全自动冲孔机的使用寿命可延长两年以上。1234567分步阅读全自动不锈钢方管冲孔机安装和调试说复杂不复杂,但说简单也不简单很多东西是要注意的。在你把设备拉回家的时候要确保地面是水平线的,这样才能确保机台的平准度。因此全自动不锈钢方管冲孔机安装效果好坏,不仅影响着冲孔的效果,还会直接影响机台的寿命。
工具/原料
空压机液压油水平尺整套装工具扳手拆方法/步骤
首先机台先用叉车吊下来确保完好无损,
然后检查自己的地面是否成承受起机台的重量(2000kg)
检查厂房确保有三相电(380v电流)
已上工作检查完毕后正式安装调试!
**:先把机台的脚杯调试好水平线(标配12个脚杯)
*二:然后装满液压油(加90L即可,一定是要抗磨的)
*三:接上三相电(380v电流,三相四线的注意火线零线位置)
然后启动机台先运转半个小时(试机过程中。。。。)
试机半小时后没问题就开始装模具!
**:先确保机台装模的位置是水平的(出厂前是水平的)
*二:在装模具的时候需要两个人调试(一人在**人在后配合调试)
*三:组装好模具后,先不要急于试冲(先用手动模式冲一个孔)
*四:冲好**个孔拿出来看看效果和距离(设置好夹具到冲刀的距离)
模具和机台调试好之后就到最后一步啦!(试冲模具效果!)
**:准备好要加工的管材(一定要和模具有匹配的样管)
*二:前面的托料架一定要和模具水平!
*三:冲出来的样管要以下效果图一样才是调试好的状态!END注意事项
如果冲出来的样管有变形的情况和卡住的情况!请及时与技术人工联系!在不工作的情况下模具内一定要有管材!(避免空冲,空冲的后果是模具损坏)
全自动高速冲床厂家详细介绍
系统简介:
A:只需在屏幕输入材料长度,首孔中心距材料端面距离,孔数和孔距即可完成整支管冲孔,精度和效率较高。每条料上可冲6种孔距的孔,同孔距的孔数不限。
B:冲孔速度:60-110次/分钟
C:孔距精***度:±0.15MM.
D:送料长度:6000MM,(可根据客户实际要求设计)***小送料距离0.01MM。
E:送料方式:采用气动夹紧工件自动拖料后,按孔距自动精**向外送料冲孔,送料电机选用法国施耐德伺服电机配套精密伺服电机**减速器送料。传动机构采用精密齿轮齿条方式。
3、机械部分
(1)、全自动冲孔设备:我们拥有研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——首先:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的高精度。然后:我们的齿条定位的*特设计以及日本进口齿条都是行业内**的优势。
详解:A、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门CNC加工中心整体精密加工,保证机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
B.冲孔机构:龙门架式框架结构,稳定高强度,高速液压缸(缸径100MM,压力15吨),采用进口高耐磨密封件,耐压25MPa。可冲孔型材宽度范围200MM-600MM。水平方向两侧向内冲。
C.液压系统:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,保证够力和冲孔时液压缸伸缩距离精准控制),闽台油田电磁阀。200L**大油箱,150L液压油风冷机。油泵和电磁阀极限压力21MPa。
企业介绍本公司位于广东省佛山市禅城区。主营不锈钢门锁孔机、液压冲孔机、百叶窗冲孔机、护栏打孔设备、锌钢围栏**冲床、货架**冲床、货架立柱冲孔机、不锈钢管材冲孔设备等。行业获得广大客户的认可。 公司秉承“保证质量,保持一级信誉”的经营理念,坚持“客户”的原则为广大客户提供优质的服务。欢迎来电洽谈业务!
售后服务:
系统两年免费售后服务,机械部分一年免费售后。
数控多功能全自动冲孔机,拥有国内外先进的冲孔机加工技术,保证一次成型
相关搜索:冲孔机,全自动冲孔机,全自动多功能冲孔机,
冲孔效果优光滑,圆润无毛茬。冲孔机具有高速成孔、性能稳定、安全性系数高是普通冲孔设备3-5倍。一般型材厚度为2mm以下,也可定制冲压大于2mm-8mm厚度的型材。可以对圆管、方管、角铁、角钢、槽钢、槽铝、门花、不锈钢、锌版护栏等型材冲压圆孔、方孔、菱形孔、梅花孔等各种形状的孔型、、、、、、
全自动液压冲孔机主要有:11兆帕液压泵站、2.6kw的伺服电机、冲孔工装、模具等几大部分组成。
主要参数:
1、主机功率7.5kw 2、外形尺寸:7800*1500*1300mm 3、冲孔速度20米/分约20-30孔/分4、冲孔精度:0.15mm 5、工件冲孔长度为6米 6:送料方式:采用液压/气动夹紧工件自动进料后,按孔距自动向外送料,送料方式采用西门子plc控制精度伺服电机自动控制送料。
电力线路器材冲孔冲断设备角钢全自动冲孔机厂家直销
江浩数控电力线路器材冲孔冲断设备角钢全自动冲孔机具有以下特点:
1、冲孔速度快,冲孔剪切一体。一次送料完成。
2、特殊设计,操作简单。相对**同类设备成本和售价更低。
3、精度高,能做到0.3mm以内。没有累计误差。
4、孔形**,断面没毛刺。
5本厂设备先后成功服务过珠海**电器、广州大运摩托、深圳富士康、中国能源建设集团、中铁四局、东莞坚朗五金制品股份有限公司、安徽安安航空、安徽鸿路集团等上市企业和国资企业。